


PipeWIZARD
Product Description
Girth Weld Inspection System
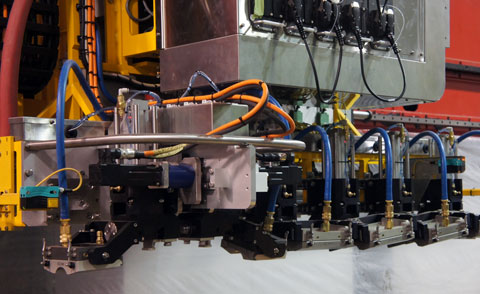
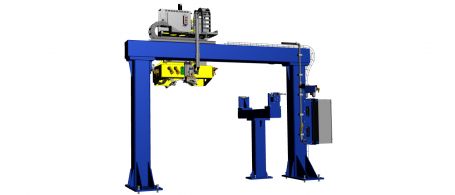
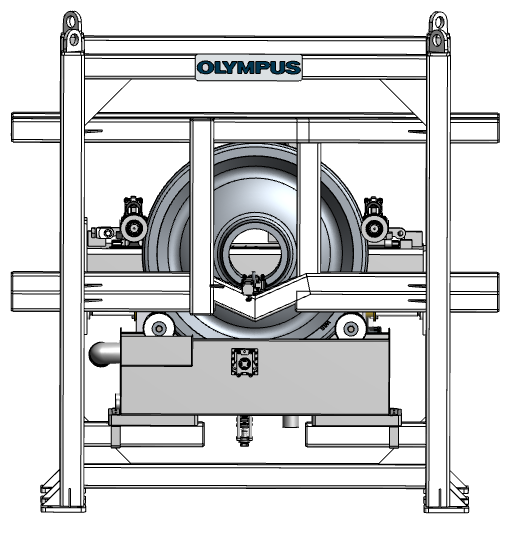
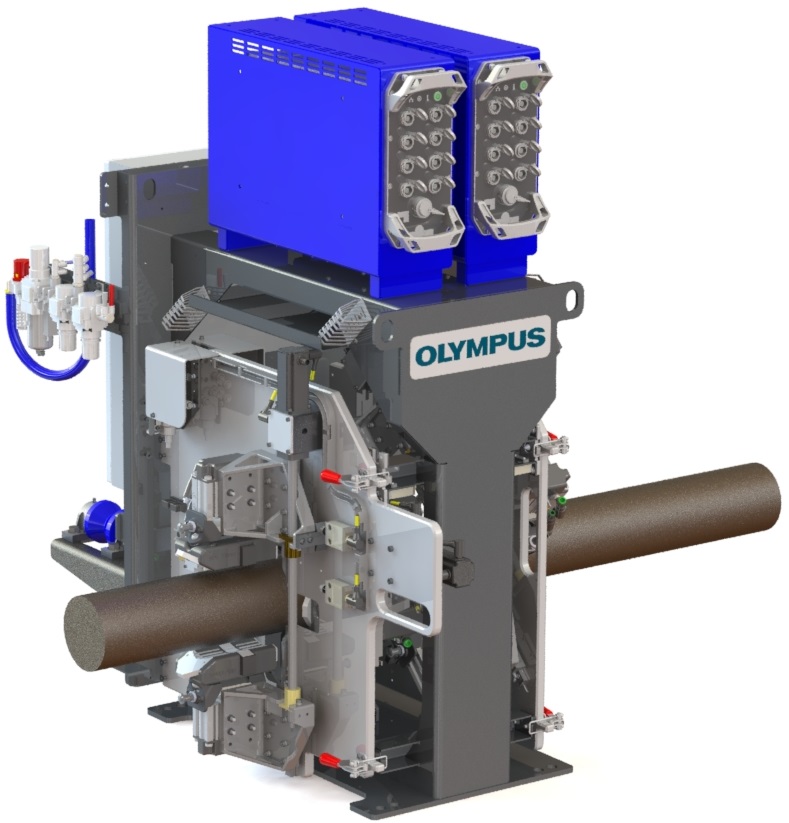
The PipeWIZARD is an automated girth weld inspection system using phased array and conventional UT techniques (AUT). Specially designed for in-site weld-to-weld inspection in extreme environments, on-shore and off-shore.
Pipelines perform a critical function in the global economy, transporting huge volumes of gas, oil, water, and other chemicals. Pipes are girth-welded on-site, typically using automated welding systems. For construction of pipelines, welds are the “weak spot” as this is where defects tend to occur. Welds are nondestructively tested, coated, and buried or laid on the sea bed. Due to the demanding construction cycle, it is important that weld defects be detected and analyzed very quickly.
Automated Ultrasonic Testing (AUT)
In the last several years, automated ultrasonic testing (AUT) has begun overtaking traditional radiography as the pipeline weld inspection method of choice throughout the world. Radiography has significant limitations: poor detection of planar defects, no vertical sizing capability, safety issues, and environmental concerns.
The advantages of AUT:
- No radiation hazard, no chemicals, no licensing
- Very short inspection cycle time for high production rate
- Better detection and sizing accuracy, leading to lower rejection rate
- Use of Engineering Critical Assessment (ECA) acceptance criteria with measurement of vertical height and depth of indications, reducing rejection rate
- Real-time analysis from smart output display
- Data and inspection reports on electronic support
- Better control of welding process, also giving lower rejection rate
Phased Array Technology
The early AUT systems used multiprobe systems with conventional ultrasonic probes. A decade ago, phased array systems became available. Phased arrays use electronic beamforming to generate and receive ultrasound. Each element in the array is individually pulsed and delayed to create a wide range of beam angles and focal distances.
Phased arrays offer major advantages over conventional multiprobe systems:
- Typically, two phased array probes replace more than 24 conventional transducers
- Phased array setups are performed by loading a file, not by adjusting each individual transducer position
- Phased array beams are optimized (angle, focus, UT path, beam width) by setting appropriate parameters in the software, leading to better sizing accuracy
- Phased array system has about 80% fewer moving parts than equivalent conventional multiprobe system, giving steady inspection reliability scan after scan
- A phased array scanner is significantly smaller and lighter than conventional multiprobe scanner. It is then easier to manipulate and requires less coating cutback on each side of the weld
- Phased array systems are used to inspect almost any type of weld configuration, while conventional multiprobe systems are limited in wall-thickness and pipe diameter
- Phased array electronic scanning allows customized weld inspections, including multiangle TOFD, advanced imaging, and detailed inspections





Reviews
There are no reviews yet.